製作事例C0067 宇宙空間熱試験用高真空チャンバー納入領域 宇宙 用途 宇宙空間を再現し熱試験を行うための高真空チャンバー 手配範囲 材料、切削、溶接、表面処理、検査 主要材質 - 画像あり材料溶接切削
製作事例C0066 宇宙背景放射観測装置用真空チャンバー納入領域 宇宙 用途 真空チャンバー 手配範囲 材料、切削、溶接、表面処理、検査 主要材質 - 主な板厚 - 概略寸法 - 仕様 真空 案件の画像あり材料溶接切削
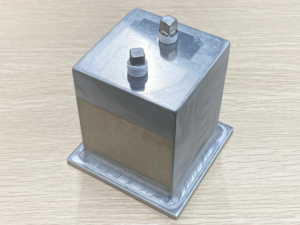
お知らせN0086 2025/1/23 アルミ溶接真空チャンバー(A5052)のテストチャンバーを製作しました。既に製作実績のあるアルミ溶接チャンバーですが、手に取ってご覧いただける小さなテストピースを製作しました。 材質:アルミ合画像あり溶接真空チャンバーアルミ
製作事例C0065 NW80フランジ×1/4インチSwagelok(スウェージロック)継手変換アダプター納入領域 研究開発 用途 真空配管 手配範囲 材料、溶接、表面処理、検査 主要材質 SUS304 主な板厚 - 概略寸法 φ114 仕様 真空 案件の特材料溶接検査表面処理
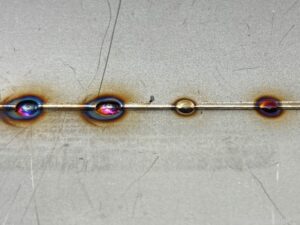
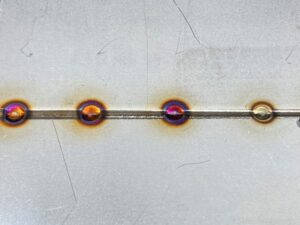
町工場Q&AQ0448 ビード、溶接ビードとは何を意味していますか。数珠つなぎになって鱗模様を形成している溶接そのもののことです。糸に通して使用するアクセサリーパーツのビーズと同じ語源です用語画像あり溶接
製作事例C0064 ステンレス(SUS304)ICF253回転×VF250フランジの変換アダプター対応時期 2024年3月 納入領域 研究開発 用途 真空チャンバー 手配範囲 材料、切削、溶接、表面処理、検査 主要材質 SUS304 主な板厚 3 概材料溶接切削検査
製作事例C0063 ステンレス(SUS304)ICF253固定フランジ×ICF253固定フランジの90°エルボ配管対応時期 2024年3月 納入領域 研究開発 用途 真空チャンバー 手配範囲 材料、切削、溶接、表面処理、検査 主要材質 SUS304 主な板厚 3 概材料溶接切削検査
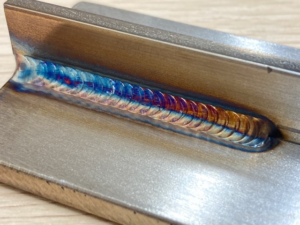
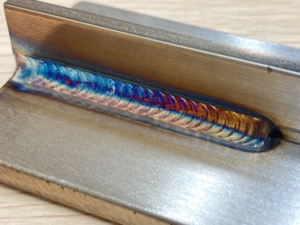
お知らせN0071 2024/3/1 アルミ(A5052)の溶接テストピースを製作しました。アルミ(A5052)の厚板の溶接テストピースを製作しました。 ・A5052 板厚10ミリ+A5052 板厚10ミリ 連続隅肉溶接、連続突き合わせ溶接 隅肉画像あり溶接アルミ
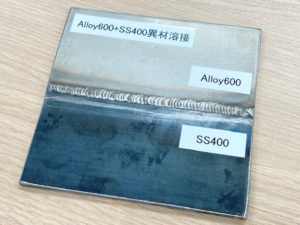
お知らせN0070 2024/2/22 インコネル600(アロイ600、Alloy600)とSS400の異材溶接テストピースを展示しました。インコネル600(アロイ600、Alloy600)とSS400の異材溶接のテストを行いました。 テストには、下記を使用しました。・Alloy600 板厚3ミリ+SS40画像あり溶接ニッケル合金
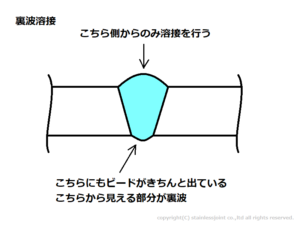
町工場Q&AQ0393 裏波溶接と裏溶接は異なるものですか。違いは何ですか。裏波溶接と裏溶接は全く異なる溶接方法です。 裏波溶接は片側から裏面にもビードが出るよう溶接を行うことで、裏溶接とは表と裏用語画像あり溶接
町工場Q&AQ0391 点付け溶接と断続溶接は異なるものですか。違いは何ですか。点付け溶接とは点状に溶接することを指し、断続溶接とは断続的にビードを形成しながら溶接することを指します。そのいう意味では用語画像あり溶接
町工場Q&AQ0390 タック溶接とタップ溶接は異なるものですか。違いは何ですか。タック溶接とタップ溶接は全く異なる溶接方法です。 タック溶接は本溶接を行う前のいわゆる仮付け溶接のことで、タップ溶接とは用語溶接
町工場Q&AQ0389 栓溶接とスポット溶接は異なるものですか。違いは何ですか。栓溶接とスポット溶接は全く異なる溶接方法です。 栓溶接が予め母材に穴を開けたうえでTIG溶接などで肉盛りを行うのに対し、スポ用語溶接
町工場Q&AQ0388 栓溶接(プラグ溶接)とは何を意味していますか。2つの母材の片側に予め穴を開け、母材同士を重ねた後その穴を溶接の肉盛りで埋めることにより加工する溶接方法です。TIG溶接で多用語溶接
町工場Q&AQ0387 点付け溶接とスポット溶接は異なるものですか。違いは何ですか。点付け溶接スポット溶接は全く異なる溶接方法です。 点付け溶接とはTIG溶接やレーザー溶接によって溶接を小さな点状に溶接するこ用語溶接
町工場Q&AQ0383 異材溶接、異種金属溶接とは何を意味していますか。異材つまり異なる材質同士の溶接のことを指します。例えばSUS304とSS400、ステンレスとインコネルなどの溶接を指します。狭義には、画像あり溶接
町工場Q&AQ0345 仮付け、仮付け溶接、タック溶接とは何を意味していますか。本溶接を施工する前に溶接を走る準備として、ワークを固定したりする目的で少しだけ先に溶接を行うことです。原則としては点付け用語画像あり溶接
町工場Q&AQ0344 点付け、点付け溶接とは何を意味していますか。文字通り、点状に溶接することです。溶接棒を差す場合と差さない場合(=ともづけ)があります。写真向かって左が溶接棒あり、向か用語画像あり溶接
町工場Q&AQ0325 SUS347を溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
町工場Q&AQ0324 SUS321を溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
町工場Q&AQ0323 SUS310Sを溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
町工場Q&AQ0322 SUS309Sを溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
町工場Q&AQ0321 SUS316Lを溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
町工場Q&AQ0320 SUS316を溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
町工場Q&AQ0319 SUS304Lを溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
町工場Q&AQ0318 SUS304を溶接・機械加工(切削加工)できるメーカーを探しています。弊社にて、溶接、旋盤・フライス・マシニングセンターでの切削加工、レーザー加工が対応可能です。詳細につきましてはご相談くだ材料溶接切削
製作事例C0060 ステンレス(SUS304)濾過器、スタンド対応時期 2022年2月 納入領域 研究開発 用途 濾過器 手配範囲 設計、製図、材料、切削、溶接、研磨、検査 主要材質 SUS304 主な板厚 2mm, 画像あり材料溶接切削
町工場Q&AQ0292 焼け取り(やけ取り)、溶接焼け取りとは何を意味していますか。溶接によって発生した酸化被膜を、何らかの方法で除去することです。特に色が目視できるほど濃いものの除去を指すことがあります用語溶接
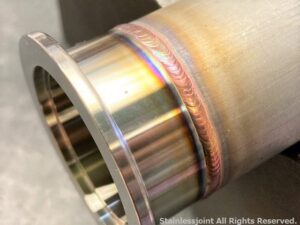
町工場Q&AQ0291 焼け(やけ、ヤケ)、溶接焼け、溶接スケールとは何を意味していますか。溶接によって発生する酸化被膜のことです。特に色が目視できるほど濃いものを指す場合があります。 https://youtu.be/gpFyRTucFHY https://yout用語画像あり溶接
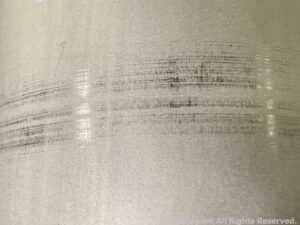
町工場Q&AQ0288 クランプ痕(跡)、クランプ傷、チャック痕(跡)、チャック傷、掴み痕(跡)、掴み傷とは何を意味していますか。バイスやチャックなどで工作機械にワークを取り付ける時に発生する痕のことです。工夫により軽減できる場合もありますが、製作を用語画像あり溶接切削
町工場Q&AQ0286 製缶痕(製缶跡)、製缶傷とは何を意味していますか。製品を万力で掴んだり、定盤の上で引きずるなど、製缶作業をする中で自然に発生する擦り痕などのことです。工夫により軽減できる用語画像あり溶接
町工場Q&AQ0284 溶接適格性証明書とは何を意味していますか。日本溶接協会により溶接技能が認証された際に、溶接技能者に対して発行される証明書のことです。 https://www.youtube.com/embed/-59mFlMVR9E 1用語溶接
町工場Q&AQ0276 溶接士(溶接技能者)の資格証明書とは何を意味していますか。ステンレスであれば、「JIS Z 3821 ステンレス鋼溶接技術検定における試験方法及び判定基準」に基づく資格認証を証明する証明書のこ用語画像あり溶接
町工場Q&AQ0275 溶接施工法(溶接施工方法)が必要と言われました。対応は可能ですか。「JIS B 8285 圧力容器の溶接施工方法の確認試験」での対応であれば、材質と板厚が合致すれば対応可能です。 弊社ではステンレス鋼と溶接
町工場Q&AQ0274 溶接施工法(溶接施工方法)とは何を意味していますか。広義には溶接施工の際に定める工法詳細全般を指しますが、狭義には「JIS B 8285 圧力容器の溶接施工方法の確認試験」のことを指す場用語溶接
町工場Q&AQ0272 溶接士、JIS溶接士とは何を意味していますか。ステンレスであれば、「JIS Z 3821 ステンレス鋼溶接技術検定における試験方法及び判定基準」に基づき資格認証された溶接技能者を指用語画像あり溶接
町工場Q&AQ0258 有資格者による溶接が必要と言われましたが、対応可能ですか。弊社では、日本溶接協会により認証されるJIS Z 3821に基づくステンレス鋼TIG溶接技能者を中心に認証を受けています。この内容ですと画像あり溶接
町工場Q&AQ0251 溶接の資格(有資格者)とは何を意味していますか。一般社団法人日本溶接協会によって、JIS(日本産業規格)に基づく溶接技能者の資格認証が行われており、この資格認証のことを指す場用語画像あり溶接
製作事例C0059 ステンレス(SUS304) 宇宙環境試験用装置(超高真空チャンバー)(スペースチャンバー)対応時期2021年9月納入領域宇宙用途真空チャンバー(スペースチャンバー)手配範囲材料、切削、溶接、研磨、組立、検査主要材質SUS304画像あり溶接切削検査
製作事例C0058 ステンレス(SUS304)+無酸素銅(C1020)ヒートシンク対応時期2021年10月納入領域加速器用途冷却部品手配範囲材料、切削、溶接、ろう付け、検査主要材質SUS304,C1020主な板厚1mm, 3mm, 10mm概略画像あり溶接切削検査
町工場Q&AQ0235 He(ヘリウム)リークディテクターとは何を意味していますか。真空チャンバーの溶接部などに対し、図面指示を超えるリーク(漏れ)が無いことをヘリウムを使って検査する装置のことです。 ヘリウ用語画像あり溶接検査
製作事例C0057 ステンレス(SUS304)真空チャンバー対応時期2015年6月納入領域産業機械用途真空チャンバー手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚5mm, 20mm, 24mm概略寸法φ50画像あり材料溶接切削
製作事例C0056 ステンレス(SUS304)防着板(蒸着防止板)対応時期2010年8月納入領域産業機械用途ジグ手配範囲材料、溶接、検査主要材質SUS304主な板厚-概略寸法-仕様真空案件の特徴蒸着防止画像あり材料溶接検査
製作事例C0055 ステンレス(SUS304)架台対応時期2017年7月納入領域交通用途架台手配範囲材料、溶接、検査主要材質SUS304主な板厚-概略寸法200*200*500仕様-案件の特徴架台を製作画像あり材料溶接検査
製作事例C0054 ステンレス(SUS304)真空容器内架台対応時期2013年10月納入領域加速器用途架台手配範囲材料、溶接、切削、検査主要材質SUS304主な板厚-概略寸法φ500*200L仕様真空案件の特画像あり材料溶接切削
製作事例C0053 ステンレス(SUS304)ジグ対応時期2013年10月納入領域加速器用途ジグ手配範囲材料、溶接、切削、検査主要材質SUS304主な板厚-概略寸法φ300*200L仕様真空案件の特画像あり材料溶接切削
製作事例C0052 ステンレス(SUS304)ホッパー対応時期2015年6月納入領域産業機械用途ホッパー手配範囲材料、溶接、研磨、検査主要材質SUS304主な板厚2mm概略寸法φ1200*900L仕様薄板画像あり材料溶接検査
製作事例C0051 ステンレス(SUS304)真空炉用架台対応時期2015年3月納入領域加速器用途架台手配範囲材料、溶接、熱処理、検査主要材質SUS304主な板厚-概略寸法φ1000*800L仕様真空案件の画像あり材料溶接検査
製作事例C0050 ステンレス(SUS316L)極低温装置(クライオスタット)用液体ヘリウム容器対応時期2014年8月納入領域加速器用途真空チャンバー手配範囲材料、切削、溶接、研磨、検査主要材質SUS316L主な板厚-概略寸法φ400*600L画像あり材料溶接切削
製作事例C0049 ステンレス(SUS316L)極低温ヘリウム冷却配管対応時期2013年9月納入領域加速器用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS316L主な板厚-概略寸法φ300*12000L仕様真空、画像あり材料溶接切削
製作事例C0048 ステンレス(SUS316L)+無酸素銅(C1020)極低温ヘリウム冷却配管対応時期2012年3月納入領域加速器用途冷却部品手配範囲材料、切削、溶接、塑性加工、ろう付け、検査主要材質SUS316L,C1020主な板厚0.5mm画像あり材料溶接切削
製作事例C0047 ステンレス(SUS304)極低温装置(クライオスタット)用真空チャンバー対応時期2011年9月納入領域加速器用途真空チャンバー手配範囲材料、切削、溶接、研磨、検査主要材質SUS304主な板厚-概略寸法φ800*1100L画像あり材料溶接切削
製作事例C0046 ステンレス(SUS316L)極低温装置(クライオスタット)用ヘリウム容器対応時期2011年9月納入領域加速器用途真空チャンバー手配範囲材料、切削、溶接、研磨、検査主要材質SUS316L主な板厚-概略寸法φ1200*1400画像あり材料溶接切削
製作事例C0045 ステンレス(SUS304)極低温装置(クライオスタット)用真空チャンバー対応時期2014年8月納入領域加速器用途真空チャンバー手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚-概略寸法φ1000*3000L仕様真画像あり材料溶接切削
製作事例C0044 ステンレス(SUS304)シーズヒーター(シースヒーター)付き超高真空チャンバー対応時期2021年2月納入領域加速器用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1.65mm, 2mm, 15mm概略寸法1100*600*400画像あり材料溶接切削
製作事例C0043 ステンレス(SUS304)ジャケット型真空容器内冷却装置部品対応時期2015年2月納入領域表面処理用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1mm, 2mm, 3mm, 28mm概略寸法600*300*1材料溶接切削検査
製作事例C0042 ステンレス(SUS304)U字型ジャケット付きタンク対応時期2019年4月納入領域食品用途容器手配範囲材料、溶接、検査主要材質SUS304主な板厚3mm, 9mm概略寸法1080*350*360仕様半固体、水密、材料溶接検査ステンレス
製作事例C0040 鉄(SS400)カバー対応時期2020年5月納入領域産業機械用途カバー手配範囲材料、溶接、検査主要材質SS400主な板厚1.6mm, 8mm, 9mm, 19.5mm概略寸法460*270*300仕様材料溶接検査ステンレス
製作事例C0039 ステンレス(SUS304)摺動面用フレーム対応時期2019年12月納入領域産業機械用途架台手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚6mm, 12mm, 16mm概略寸法800*160*120仕様-材料溶接切削検査
製作事例C0038 ステンレス(SUS304)ガス冷却ジャケット型シャフトフランジ対応時期2019年12月納入領域産業機械用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚10mm概略寸法φ300*150L仕様真空材料溶接切削検査
製作事例C0037 鉄(SS400)カバー対応時期2020年2月納入領域産業機械用途カバー手配範囲材料、溶接、検査主要材質SS400主な板厚1.6mm, 8mm, 9mm, 19.5mm概略寸法480*250*300仕様材料溶接検査ステンレス
製作事例C0036 ステンレス(SUS304)異形真空チャンバー対応時期2019年7月納入領域産業機械用途真空容器手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚10mm, 12mm, 16mm概略寸法540*300*320材料溶接切削検査
製作事例C0035 ステンレス(SUS304)気体冷却ジャケット型シャフト二重配管対応時期2019年5月納入領域産業機械用途真空配管手配範囲材料、切削、溶接、研磨、検査主要材質SUS304主な板厚1mm, 3mm, 16.5mm概略寸法φ5材料溶接切削検査
製作事例C0034 ステンレス(SUS304)異型水冷ジャケット真空チャンバー対応時期2015年6月納入領域産業機械用途真空容器手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1mm, 3mm, 10mm, 19mm概略寸法φ300*20材料溶接切削検査
製作事例C0033 ステンレス(SUS304)丸型真空チャンバー対応時期2015年5月納入領域産業機械用途真空容器手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚6mm, 28mm概略寸法φ1100*150L仕様材料溶接切削検査
製作事例C0032 ステンレス(SUS304)異型水冷ジャケット真空チャンバー対応時期2015年2月納入領域産業機械用途真空容器手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1mm, 1.5mm, 3mm, 4mm概略寸法300*300*材料溶接切削検査
製作事例C0031 ステンレス(SUS316L)極低温液体(液体水素)用水位計の保護管対応時期2019年6月納入領域測定機器用途水位計手配範囲材料、切削、溶接、検査主要材質SUS316L主な板厚1mm, 4.5mm, 15mm概略寸法φ60*1600L 他材料溶接切削検査
製作事例C0030 ステンレス(SUS316)試料容器対応時期2020年6月納入領域研究開発用途容器手配範囲材料、切削、溶接、研磨、検査主要材質SUS316主な板厚4mm, 27mm概略寸法φ200*700L仕様材料溶接切削検査
製作事例C0029 ステンレス(SUS304)真空チャンバー対応時期2020年4月納入領域半導体用途真空容器手配範囲材料、切削、溶接、研磨、検査主要材質SUS304主な板厚1mm, 3mm, 18mm 20mm概略寸法φ5材料溶接切削検査
製作事例C0028 ステンレス(SUS304)真空チャンバー対応時期2019年1月納入領域半導体用途真空容器手配範囲材料、切削、溶接、研磨、検査主要材質SUS304主な板厚1mm, 3mm, 18mm 20mm概略寸法600材料溶接切削検査
製作事例C0027 ステンレス(SUS304)ジャケット式二重タンク対応時期2020年7月納入領域産業機械用途容器手配範囲材料、切断、溶接、研磨、検査主要材質SUS304主な板厚3mm概略寸法φ400*500L仕様半固材料溶接検査ステンレス
製作事例C0026 ステンレス(SUS316)ノズル対応時期2019年6月納入領域産業機械用途脱気器手配範囲材料、切削、溶接、検査主要材質SUS316主な板厚5mm, 8mm概略寸法φ200*100L仕様水密材料溶接切削検査
製作事例C0025 ステンレス(SUS316)ノズル対応時期2018年4月納入領域産業機械用途脱気器手配範囲材料、切削、溶接、検査主要材質SUS316主な板厚5mm, 8mm概略寸法φ200*100L仕様水密材料溶接切削検査
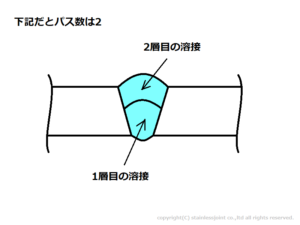
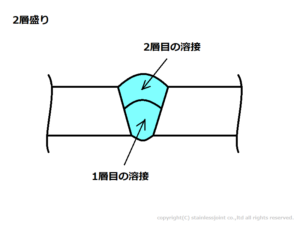
町工場Q&AQ0219 2層盛り、2パス、ツーパス、3層盛り、多層盛りとは何を意味していますか。溶接の際に、図面指示の溶接を行うまでに、それぞれ2回(2層)の溶接(パスともいいます)、3回(3層)の溶接、さらに多くの回数(多層)の溶用語画像あり溶接
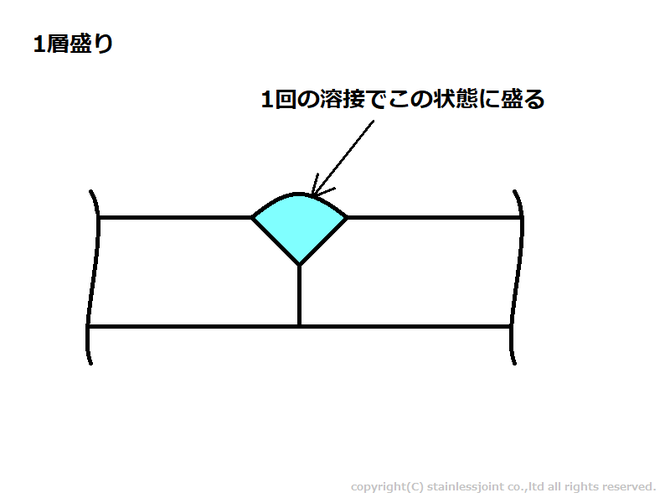
町工場Q&AQ0218 1層盛り(単層盛り)、1パス、ワンパスとは何を意味していますか。溶接の際に、図面指示の溶接を行うまでに、1回(1層)の溶接(パスともいいます)で盛り切ることです。1層目のことを初層ともいいます用語画像あり溶接
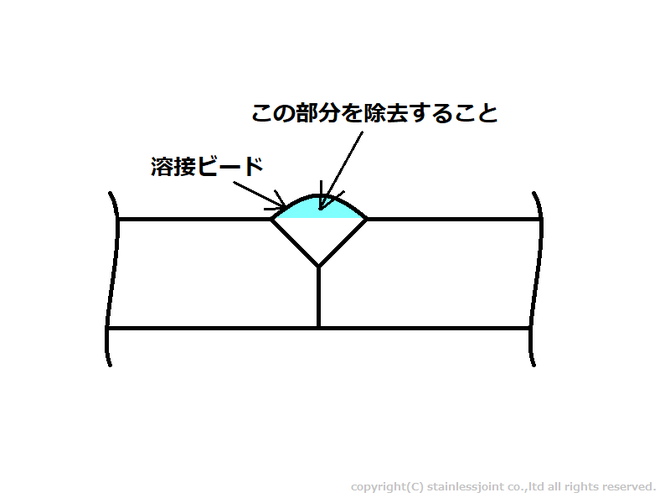
町工場Q&AQ0192 ビードカットとは何を意味していますか。溶接ビードの盛り上がり部分を除去することです。 https://youtu.be/rXr1MMvm5Rs https://youtu.be/tjl1OnJ8YLc溶接
町工場Q&AQ0188 インコネル 600(Inconel 600、アロイ 600、Alloy 600)とステンレス(SUS304、SUS316L 他)の溶接は可能ですか。加工可能です。詳細につきましては、ご相談ください。溶接ステンレスニッケル合金
町工場Q&AQ0181 切削加工したものを支給して、溶接だけしてもらえますか。原則としてはお断りしておりますが、弊社では切削加工が難しい特殊な加工品等、対応させて頂く場合もあります。弊社でも切削加工溶接切削
町工場Q&AQ0180 溶接済みの製品を支給して切削加工だけしてもらえますか。原則としてはお断りしております。 基準の取り方や溶接歪みなどについて、メーカーにより考え方捉え方が異なる場合があり、溶接溶接切削
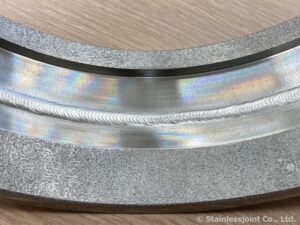
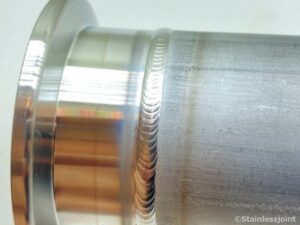
町工場Q&AQ0149 ステンレスの裏波溶接は対応可能ですか。可能です。ステンレスジョイントではステンレスの裏波溶接を得意にしており、RT・UT・PTが必要なもの、耐圧気密試験が必要なもの、画像あり溶接ステンレス
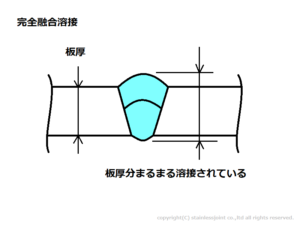
町工場Q&AQ0148 完全融合溶接、完全溶け込み(溶込み)溶接、フルペネ(フルペネトレーション、full penetration)溶接とは何を意味していますか。母材同士を溶接する際に、板厚分が、まるまる溶接されることです。裏波溶接は常に完全融合になります。ステンレスジョイントでは用語画像あり溶接
町工場Q&AQ0130 溶接が可能なサイズはどれくらいの大きさですか。一つの定盤に乗るサイズであれば、3500×2000程度です。内作で溶接の対応をさせて頂きました大きな実績として、7000×2500(SUS304)や、φ100溶接
町工場Q&AQ0127 インコネル 600(Inconel 600、アロイ 600、Alloy 600)の裏波溶接を加工可能なメーカーを探しています。加工可能です。詳細につきましては、ご相談ください。画像あり溶接ニッケル合金
町工場Q&AQ0125 所有している溶接定盤のサイズを教えてください。一番大きなもので、3500ミリ×2100ミリです。ゴトウ(ゴトー、ゴットー)寸法(5’×10’=1524ミリ×3048ミリ)や、□2000(2000角=2000ミリ×2000ミ溶接
町工場Q&AQ0120 アルミ合金A7075(超々ジュラルミン)は溶接できないと言われました。溶接できるのでしょうか。溶接自体は加工可能です。加工実績があります。 割れが発生しやすいため、溶接には不向きです。ご依頼頂きましても加工後に溶接溶接アルミ
町工場Q&AQ0119 アルミ合金A2017(ジュラルミン)は溶接できないと言われました。溶接できるのでしょうか。溶接自体は加工可能です。加工実績があります。 割れが発生しやすいため、溶接には不向きです。ご依頼頂きましても加工後に溶接溶接アルミ
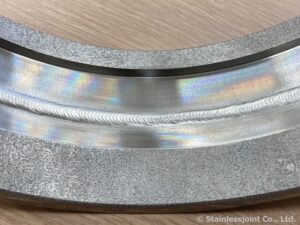
町工場Q&AQ0073 裏波(うらなみ)、裏波溶接とは何を意味していますか。裏波溶接とは、配管や容器などを製作する際に、表(おもて)面からのみ溶接を行い、裏面(内面)にビードを綺麗に欠陥なく形成する溶用語画像あり溶接
町工場Q&AQ0061 水密溶接(WT、watertight、ウォータータイト)とは何を意味していますか。液体が密閉されるように、水が通らないように溶接することです。流体は水道水以外にも、純水、油、薬品、調味料、酸など様々です用語画像あり溶接
町工場Q&AQ0060 気密溶接(AT、airtight、エアタイト、エアータイト)とは何を意味していますか。気体が密閉されるように、空気が通らないように溶接することです。流体は大気以外にも水素、ヘリウム、窒素、ナトリウム、劇物と用語画像あり溶接
町工場Q&AQ0035 0.5ミリ(0.5mm)同士のステンレス板の突合せ溶接は可能ですか。可能です。溶接後にHeリークテストにて確認後出荷という製品の実績が数多くあります。詳細は形状等仕様によりますのでご相談くだ溶接ステンレス
町工場Q&AQ0028 ハーメチックシール継手(ハーメチックコネクタ、フィードスルー、気密端子)の溶接は可能ですか。可能です。板厚0.7~1.5ミリで実績があります。リークディテクターによるHeリークテストを含め対応可能です。詳細は形状等仕様によ溶接
町工場Q&AQ0016 どのくらいの板厚が溶接可能ですか。日常的に多い板厚はステンレスで0.5~30ミリくらいです。薄いものはSUS316Lで0.15ミリのTIG溶接加工実績があります。実際の可否は形状溶接
町工場Q&AQ0010 0.3ミリ(0.3mm)のステンレスの溶接は可能ですか。技術的には可能ですが加工テストが必要です。SUS316Lで0.15ミリのTIG溶接加工実績(Heリークテスト実施)があります。実際の可否は形状等溶接ステンレス
町工場Q&AQ0004 トビ溶接(とび溶接、断続溶接、タップ溶接)とは何を意味していますか。基本的にすべて断続的に溶接することを指します。仮付溶接のことを示す場合もあります。企業や職人によっても解釈が異なる時があ用語溶接
製作事例C0024 ステンレス(SUS304)フレーム対応時期2018年11月納入領域産業機械用途架台手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚5mm, 22mm概略寸法1800*1700*1200仕様大材料溶接切削検査
製作事例C0023 ステンレス(SUS304)焙煎機対応時期2016年7月納入領域食品用途焙煎機手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚6mm, 12mm概略寸法800*2000*1300仕様高温案材料溶接切削検査
製作事例C0022 ステンレス(SUS304)混練機対応時期2020年5月納入領域自動車用途混練機手配範囲材料、切削、溶接、組立、検査主要材質SUS304主な板厚3mm, 5mm, 8mm, 9mm概略寸法1200*10材料溶接切削検査
製作事例C0021 ステンレス(SUS304)混練機対応時期2016年2月納入領域自動車用途混練機手配範囲材料、切削、溶接、組立、検査主要材質SUS304主な板厚3mm, 5mm, 8mm, 9mm概略寸法1200*10材料溶接切削検査
製作事例C0020 ステンレス(SUS304)混練機対応時期2014年9月納入領域自動車用途混練機手配範囲材料、切削、溶接、組立、検査主要材質SUS304主な板厚3mm, 5mm, 8mm, 9mm概略寸法1200*10材料溶接切削検査
製作事例C0019 ステンレス(SUS304)水冷式二重真空チャンバー対応時期2017年3月納入領域産業機械用途真空容器手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚6mm, 25mm概略寸法φ1300*1500L仕様材料溶接切削検査
製作事例C0018 ステンレス(SUS304)二重配管対応時期2020年2月納入領域水処理用途液体配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚9mm, 7.5mm概略寸法φ350*200L仕様水材料溶接切削検査
製作事例C0017 ステンレス(SUS304)温度センサー保護管対応時期2020年8月納入領域化学用途温度計手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1mm, 6mm概略寸法φ30*110L仕様薄板案件材料溶接切削検査
製作事例C0016 ステンレス(SUS304)かまぼこ型フード対応時期2020年6月納入領域化学用途フード手配範囲材料、切断、溶接、検査主要材質SUS304主な板厚2mm, 3mm概略寸法200*200*300仕様-案件の材料溶接検査ステンレス
製作事例C0015 ステンレス(SUS304)散水配管対応時期2018年7月納入領域化学用途液体配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1.2mm, 2mm, 3mm概略寸法400*1000*100仕様材料溶接切削検査
製作事例C0014 ステンレス(SUS304)角型冷却水タンク対応時期2020年7月納入領域産業機械用途容器手配範囲材料、切断、溶接、検査主要材質SUS304主な板厚4mm, 6mm概略寸法1900*1100*1300仕様水密材料溶接検査ステンレス
製作事例C0013 ステンレス(SUS304)ISOフランジICFフランジ変換配管対応時期2020年6月納入領域加速器用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚3mm, 16mm概略寸法φ300*200L仕様真空材料溶接切削検査
製作事例C0012 ステンレス(SUS304)小型真空チャンバー対応時期2020年4月納入領域加速器用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1.65mm, 2mm概略寸法150*150*300仕様真材料溶接切削検査
製作事例C0011 ステンレス(SUS304L)両面ICFによる水冷部品対応時期2020年3月納入領域加速器用途冷却部品手配範囲材料、切削、溶接、検査主要材質SUS304L主な板厚10mm, 17.5mm概略寸法20*120*200仕様材料溶接切削検査
製作事例C0010 ステンレス(SUS304)+無酸素銅(C1020)真空中の水冷配管対応時期2020年3月納入領域加速器用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚0.5mm, 1mm, 7.5mm概略寸法20*50*1000L仕材料溶接切削検査
製作事例C0009 ステンレス(SUS304)ICF114真空配管対応時期2020年2月納入領域加速器用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚2mm, 10mm概略寸法φ120*120L仕様真空材料溶接切削検査
製作事例C0008 ステンレス(SUS304)特殊NW40真空配管対応時期2020年3月納入領域加速器用途真空配管手配範囲製図、材料、溶接、検査主要材質SUS304主な板厚1.5mm概略寸法φ60*2500L仕様真空、材料溶接検査ステンレス
製作事例C0007 ステンレス(SUS304)真空中の水冷配管対応時期2020年1月納入領域加速器用途真空配管手配範囲材料、切削、溶接、検査主要材質SUS304主な板厚1mm概略寸法φ70*400L仕様真空、水材料溶接切削検査
製作事例C0004 ステンレス(SUS304L)溶接による特殊ICFフランジ対応時期2019年2月納入領域研究開発用途真空配管手配範囲製図、材料、切削、溶接、検査主要材質SUS304L主な板厚10mm概略寸法φ120*40L仕材料溶接切削検査
製作事例C0003 ステンレス(SUS304)フレーム付きメッシュ対応時期2018年3月納入領域研究開発用途濾過器手配範囲製図、材料、レーザー切断、溶接、検査主要材質SUS304主な板厚1.5mm概略寸法φ120材料溶接検査ステンレス
製作事例C0002 ステンレス(SUS304)濾過器対応時期2018年3月納入領域研究開発用途濾過器手配範囲製図、材料、切削、溶接、検査主要材質SUS304主な板厚2mm, 14mm概略寸法φ120*200L仕画像あり材料溶接切削
製作事例C0001 ステンレス(SUS316L)極低温液体(液体水素)用水位計の保護管対応時期2020年9月納入領域測定機器用途水位計手配範囲材料、切削、溶接、検査主要材質SUS316L主な板厚1mm, 4.5mm, 15mm概略寸法φ60*1600L仕材料溶接切削検査
お知らせN0034 2020/07/21 JIS Z 3821 ステンレス鋼TIG溶接技能者 TN-V に合格しました。JIS Z 3821 ステンレス鋼TIG溶接技能者 TN-V に新しく1名合格しましたので、合計人数が4名になりました。 ステンレスジョイントでは、資溶接
お知らせN0028 2020/03/16 アルミ合金A7075(超々ジュラルミン)の溶接テストピースを展示しました。アルミ合金A7075(超々ジュラルミン)の溶接テストを行いました。 A7075は、A5052等のアルミ合金と異なり、ボルト締めや切削加工による使画像あり溶接アルミ
お知らせN0026 2020/02/05 インコネル600(アロイ600、Alloy600)の裏波溶接テストピースを展示しました。インコネル600(アロイ600、Alloy600)の溶接テストを行いました。 テストをしたのは、下記4点です。・インコネル600 板厚1ミリ同士 断画像あり溶接ニッケル合金
お知らせN0021 2019/07/11 大型溶接定盤(3500ミリ×2100ミリ)を自社製作しました。大型の溶接定盤(3500ミリ×2100ミリ)を自社製作にて新調しました。 上面を機械加工し、高精度の製缶溶接ができるようにしております画像あり溶接
お知らせN0020 2019/06/25 JIS Z 3821 半自動溶接技能者に合格しました。弊社の溶接士が JIS Z 3821 半自動溶接技能者試験 SN-2Fに受験し、合格しました。 弊社では、資格取得補助制度があり、業務上有用な資溶接
町工場Q&AQ0003 TIG溶接(ティグ溶接)とは何を意味していますか。TIGとはTungsten Inert Gasの略で、タングステンの電極と、不活性ガスを使用した溶接のことです。設備投資が少なく済み、深い溶け込みを用語画像あり溶接
町工場Q&AQ0002 ともづけ溶接(共付溶接)、なめつけ溶接(なめ付け溶接)とは何を意味していますか。溶接棒(溶加棒)を足さずに母材同士を溶かして溶接することです。溶接棒を足さないためビードは大きくは膨らみません。会社・職人用語画像あり溶接
町工場Q&AQ0001 溶接(熔接)とは何を意味していますか。母材を溶かすことで2つ以上の母材を接合することです。TIG(ティグ)溶接、MIG(ミグ)溶接、レーザー溶接、電子ビーム溶接などたくさん用語溶接
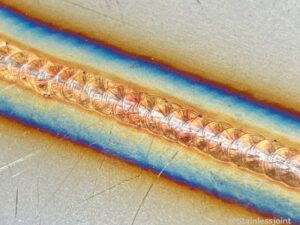
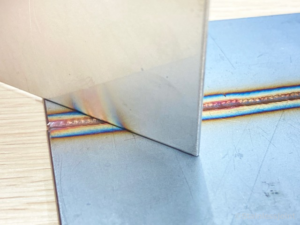
お知らせN0009 2018/03/10 ステンレス(SUS316,SUS316L)の裏波溶接テストピースを展示しました。放射線透過検査(RT)が必要な製品があり、裏波溶接のテストピースを製作する必要があったのですが、綺麗にできましたので、弊社の画像あり溶接